
Flat belt conveyors provide a versatile and cost-effective solution for continuous transport of bulk...
READ MORERoll Cage Pallet Manufacturers
 |
 |
New-style Castors Our own developed natural rubber castor wheel makes smooth and less noise. * Will comply with request for urethane rubber and low temperature castor. |
 |
Folding type makes easy storing and save floor space. |
Standard Specification
| Type | Exterior Dimension(mm) | Inner Dimension(mm) | Weight(kg) | Loading(kg) | ||||
| W | D | H | W | D | H | |||
| HRC-1/HJR-1 | 800 | 600 | 1700 | 740 | 545 | 1457 | 43 | 500 |
| HRC-2/HJR-2 | 850 | 600 | 1700 | 790 | 545 | 1457 | 44 | |
| HRC-3/HJR-3 | 850 | 650 | 1700 | 790 | 595 | 1457 | 45 | |
| HRC-4 | 950 | 800 | 1700 | 890 | 745 | 1457 | 51 | |
| HRC-5 | 1100 | 800 | 1700 | 1040 | 745 | 1457 | 53 | |
| HRC-12 | 800 | 600 | 1450 | 740 | 545 | 1207 | 41 | |
| HRC-13 | 1100 | 800 | 1450 | 1040 | 745 | 1207 | 50 | |
*Net weight is the weight of ф150 rubber castor arranged in the C type.
Castor Specification
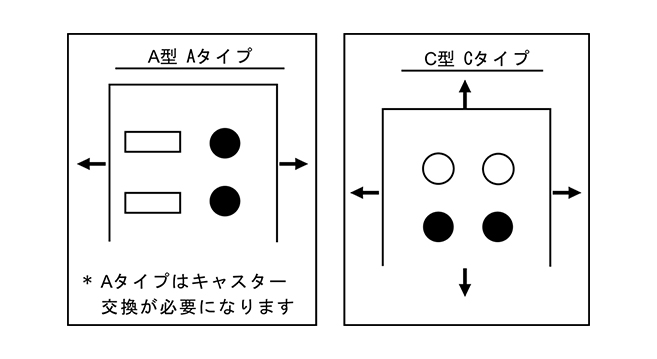 |
□ Fixed castor ○Universal castor ●Universal castor with brake |
Option

Middle clapboard
Loading of 100kg
Easy to move because of its light weight; Mesh clapboard can make work more convenient; Suitable for moving the pint-sized goods by steel board.
Surface treatment Mesh: galvanization
Steel board: painting
 |
Name plate Size:300*200mm 4rivets setting of crip method. |
 |
Rubber belt It has hook and buckle, and can be used for all model of rol box pallet. |
information to be updated
About

Wuxi Huiqian logistics machinery manufacturing Co., Ltd.
Wuxi Huiqian logistics machinery manufacturing Co., Ltd. is founded based on absorbing Japanese advanced technology and logistics equipment, specializing in producing and selling rollers, roller conveyors, belt conveyors, storage cages, logistics trolleys, mini conveyors, frames, and shelves. Roll Cage Pallet Manufacturers and Roll Box Pallet Suppliers in China. The headquarters is located in the Wuxi National Hi-Tech Technology Development district, which has convenient transportation and a set of complete surrounding facilities. Wuxi Huiqian Logistics Machinery Manufacturing Co., LTD has a full and scientific QMS, a workforce, and advanced processing equipment. Our integrity, strength, and quality have been highly recognized by our fields. As Wholesale Roll Cage Pallet Factory, we will wholeheartedly provide every customer with high quality, professional and all-round after-sales technical service. Welcome, all friends come to visit our company and can come to business trade, furthermore, your advice will be appreciated by us.
Certificate Of Honor
News
-
-
A conveyor line that runs out of floor space is a problem most facility managers know too well. Ele...
READ MORE -
Gravity Stops Here: Why Driven Conveyors Run the Show A gravity conveyor moves product only if you ...
READ MORE -
Gravity stops working the moment your floor levels out. That's the real reason facilities upgrade t...
READ MORE -
A flat belt conveyor that drifts, slips, or picks the wrong belt material costs more than downtime ...
READ MORE
Invest in our cost-effective material handling equipment to increase your return on investment.
Contact Us
WXHQ Equipment
Bringing Craftsmanship to the Future.

No.60,Zhenhu North Road,Hudai Town,Binhu District,Wuxi 214100,China
Recommended Product
Keep in Touch
-

-
-

+86 139-2153-1116
-

+86-510-8558 1519/8558 1530
-

+86-510-8558 1520
