Content
- 1 1. Overview of Motor Roller Conveyors
- 2 2. Overview of Belt Conveyors
- 3 3. Design and Construction Differences
- 4 4. Operational Efficiency
- 5 5. Maintenance Requirements
- 6 6. Cost Considerations
- 7 7. Flexibility and Scalability
- 8 8. Product Handling and Safety
- 9 9. Environmental Considerations
- 10 10. Summary Comparison Table
- 11 11. Conclusion
Conveyors are an essential component of modern material handling systems, and two of the most widely used types are motor roller conveyors and belt conveyors. Each of these conveyor systems has its own set of characteristics, advantages, and limitations, making them suitable for different industrial applications. Understanding their differences can help businesses optimize workflow, reduce costs, and improve operational efficiency.
1. Overview of Motor Roller Conveyors
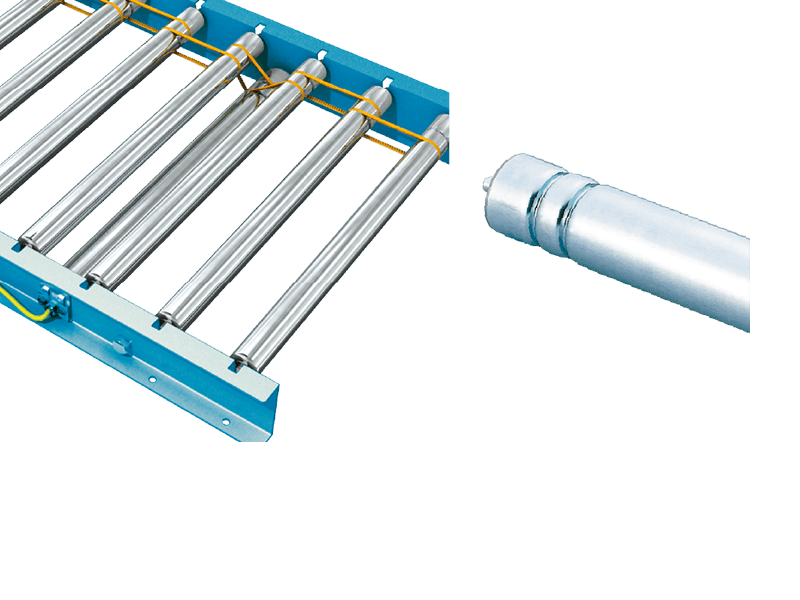
Motor roller conveyors, sometimes referred to as powered roller conveyors, are conveyor systems where each roller is equipped with a motor that drives the movement of goods. These motors can be individual or integrated, depending on the design, and they typically run on electric power. Motor roller conveyors are often modular, making them highly flexible and adaptable to various industrial setups.
Key Features
- Independent Motorization: Each roller has its own motor, allowing precise control over speed and movement.
- Modular Design: Motor roller conveyors can be combined and extended to fit complex layouts.
- Energy Efficiency: Because only the required rollers operate at any time, energy consumption can be lower than running an entire belt system.
- Automation Friendly: They can be easily integrated with warehouse automation systems, including sensors and sorters.
Common Applications
- Sorting and distribution centers
- Packaging lines
- Assembly operations
- Warehouses where precise handling of goods is required
2. Overview of Belt Conveyors
Belt conveyors are one of the oldest and most widely used types of conveyor systems. They consist of a continuous belt made of rubber, PVC, or other materials that moves over pulleys to transport items from one point to another. Belt conveyors are often used for bulk material handling and transporting items over longer distances.
Key Features
- Continuous Transport: The continuous belt provides smooth and uniform movement of goods.
- Simple Design: Fewer moving parts compared to motor roller conveyors, which often makes maintenance simpler.
- Versatile Material Handling: Can carry a wide range of items, including loose bulk materials like grains, powders, and small components.
- Variable Speed Options: While the belt moves as a single unit, speed can be adjusted depending on the motor and pulley system.
Common Applications
- Mining and bulk material transport
- Food processing and packaging
- Manufacturing plants for assembly line movement
- Airports for luggage handling
3. Design and Construction Differences
The fundamental design difference between motor roller conveyors and belt conveyors lies in how they move products.
Motor Roller Conveyors
- Each roller is powered individually or in groups, creating a modular and controllable movement system.
- Typically constructed with metal rollers (steel, aluminum) and a frame made of steel or aluminum.
- The modular design allows for flexible layout changes, such as curves, merges, and splits.
Belt Conveyors
- Movement is generated by one or more pulleys driving a continuous belt.
- The belt itself supports the weight of products and transfers them along the system.
- Frames are usually simpler, made from steel or aluminum, with fewer moving parts than motor roller systems.
Implication: Motor roller conveyors are better suited for complex material handling operations requiring control at the item level, while belt conveyors are ideal for continuous flow of goods over moderate to long distances.
4. Operational Efficiency
Efficiency is a critical factor when comparing these two types of conveyors.
Motor Roller Conveyors
- Precision Handling: Each roller can be individually controlled, allowing precise speed adjustment and item positioning.
- Lower Energy Usage: Only the rollers required to move products operate, reducing unnecessary energy consumption.
- Reduced Product Damage: The controlled movement reduces the risk of items slipping or colliding.
Belt Conveyors
- High Throughput: Ideal for moving large volumes of products quickly.
- Constant Speed: The continuous belt ensures consistent transport without start-stop motions.
- Energy Consideration: Energy consumption can be higher because the belt and pulleys run continuously, even if only part of the belt is carrying items.
Implication: Motor roller conveyors excel in precision and automation-heavy operations, while belt conveyors are more efficient for high-volume, continuous transport.
5. Maintenance Requirements
Maintenance is a key consideration in choosing the right conveyor system.
Motor Roller Conveyors
- Complex Maintenance: Multiple motors mean more points of potential failure, requiring regular checks and occasional replacements.
- Modular Repairs: Individual motorized rollers can be replaced without shutting down the entire system.
- Sensors and Controls: Automated systems require regular software and sensor maintenance.
Belt Conveyors
- Simpler Maintenance: Fewer moving parts make maintenance relatively straightforward.
- Belt Replacement: The belt may need periodic replacement due to wear and tear.
- Pulley and Motor Checks: Regular lubrication and inspection are essential to prevent downtime.
Implication: Belt conveyors require less specialized maintenance but may have higher downtime if the belt fails, whereas motor roller conveyors require more detailed maintenance but allow easier localized repairs.
6. Cost Considerations
Cost is always a critical factor for businesses.
Motor Roller Conveyors
- Higher Initial Investment: Motorized rollers and control systems are more expensive upfront.
- Operational Savings: Potentially lower energy costs due to selective operation.
- Long-Term ROI: For automated sorting and precise handling, motor roller conveyors can provide better productivity gains over time.
Belt Conveyors
- Lower Initial Cost: Simpler construction reduces upfront expenses.
- Energy Consumption: Continuous operation may result in higher energy costs.
- Durability: Belt conveyors are robust and can handle heavy loads for extended periods with minimal complex maintenance.
Implication: Motor roller conveyors are more capital-intensive but can improve efficiency in complex systems, whereas belt conveyors are cost-effective for bulk transport and simpler applications.
7. Flexibility and Scalability
Flexibility is another crucial aspect of conveyor systems.
Motor Roller Conveyors
- Highly modular and adaptable to changing production layouts.
- Ideal for systems that require branching, merging, or variable speed control.
- Integration with automated picking, packing, and sorting systems is straightforward.
Belt Conveyors
- Better suited for long, straight runs with fewer layout changes.
- Difficult to integrate into highly modular or complex sorting systems.
- Speed adjustments are less precise compared to motor roller systems.
Implication: Motor roller conveyors offer superior flexibility and scalability for dynamic industrial environments, while belt conveyors are simpler but less adaptable.
8. Product Handling and Safety
The way products are handled and the associated safety implications differ between the two systems.
Motor Roller Conveyors
- Minimize product damage due to controlled movement.
- Lower risk of product slippage and collision.
- Safer in high-speed automated environments when integrated with sensors and stops.
Belt Conveyors
- Smooth transport of large volumes but may cause product sliding or tipping if improperly loaded.
- Less control over individual items, which can lead to congestion or damage in complex systems.
- Safety concerns arise mainly from exposed belts and pinch points, requiring guards and proper training.
9. Environmental Considerations
- Motor Roller Conveyors: Use less energy for intermittent operations; quieter operation due to individual rollers; modular design allows more efficient space utilization.
- Belt Conveyors: Efficient for continuous bulk transport but can consume more energy; noise levels may be higher in high-speed operations.
10. Summary Comparison Table
| Feature | Motor Roller Conveyors | Belt Conveyors |
| Movement Type | Individual motorized rollers | Continuous belt over pulleys |
| Ideal For | Precision handling, automation | Bulk transport, continuous flow |
| Maintenance | Complex, modular repair | Simpler, belt replacement required |
| Initial Cost | Higher | Lower |
| Energy Efficiency | Lower energy consumption for intermittent use | Continuous energy usage |
| Flexibility | Highly modular and scalable | Limited layout flexibility |
| Product Safety | High, controlled movement | Moderate, risk of sliding/tipping |
| Noise | Quieter operation | Potentially louder |
| Integration with Automation | High | Moderate |
| Durability | Robust with proper maintenance | Very robust for heavy loads |
11. Conclusion
Choosing between motor roller conveyors and belt conveyors depends on the specific requirements of a facility. Motor roller conveyors excel in automation-heavy environments, offering precision handling, modular flexibility, and energy-efficient operation. They are particularly suitable for sorting centers, packaging lines, and warehouses that require integration with automated systems.
On the other hand, belt conveyors are ideal for continuous, high-volume transport, bulk material handling, and applications where simplicity, durability, and low initial cost are priorities. They are widely used in manufacturing plants, mining, food processing, and airport baggage systems.
Understanding the operational, maintenance, and cost implications of each system ensures that businesses select the conveyor type that maximizes efficiency while minimizing downtime and operational costs. In many modern industrial setups, a combination of motor roller and belt conveyors may even be used, leveraging the strengths of both systems for an optimized material handling solution.






